
BOSM -5020-5Z priešingos galvutės gręžimo staklės
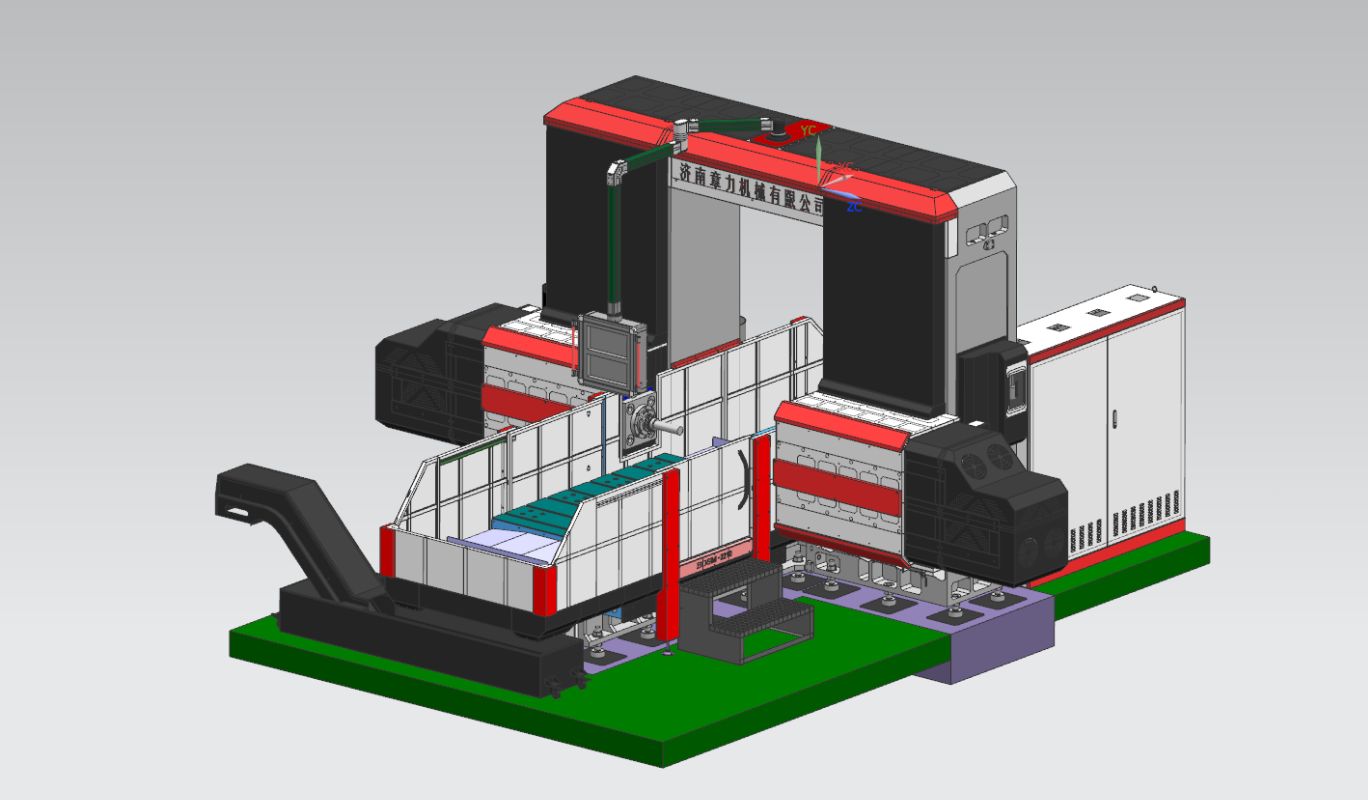
1.Įrangos naudojimas:
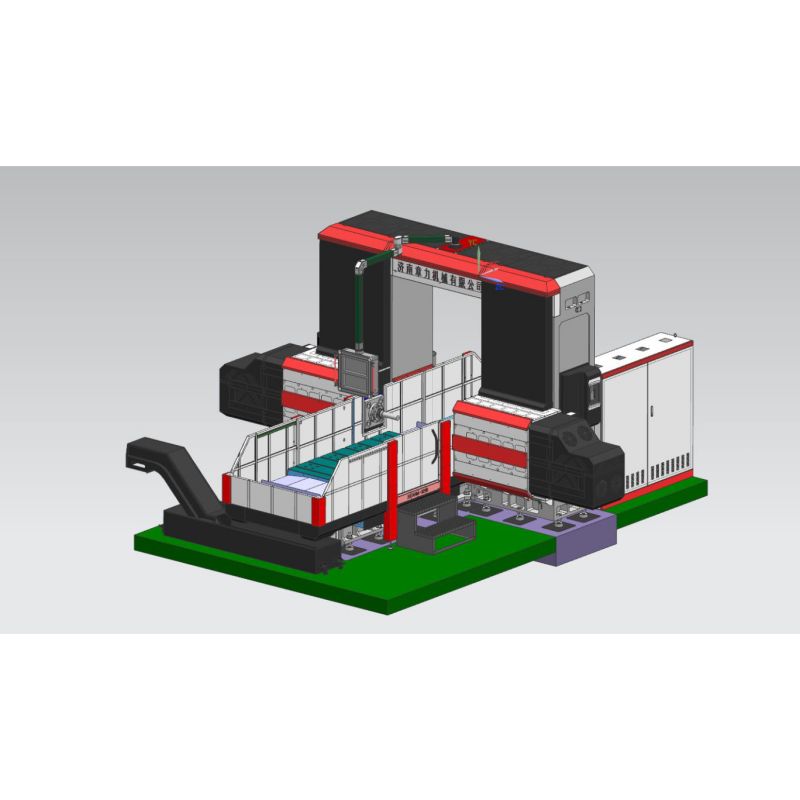
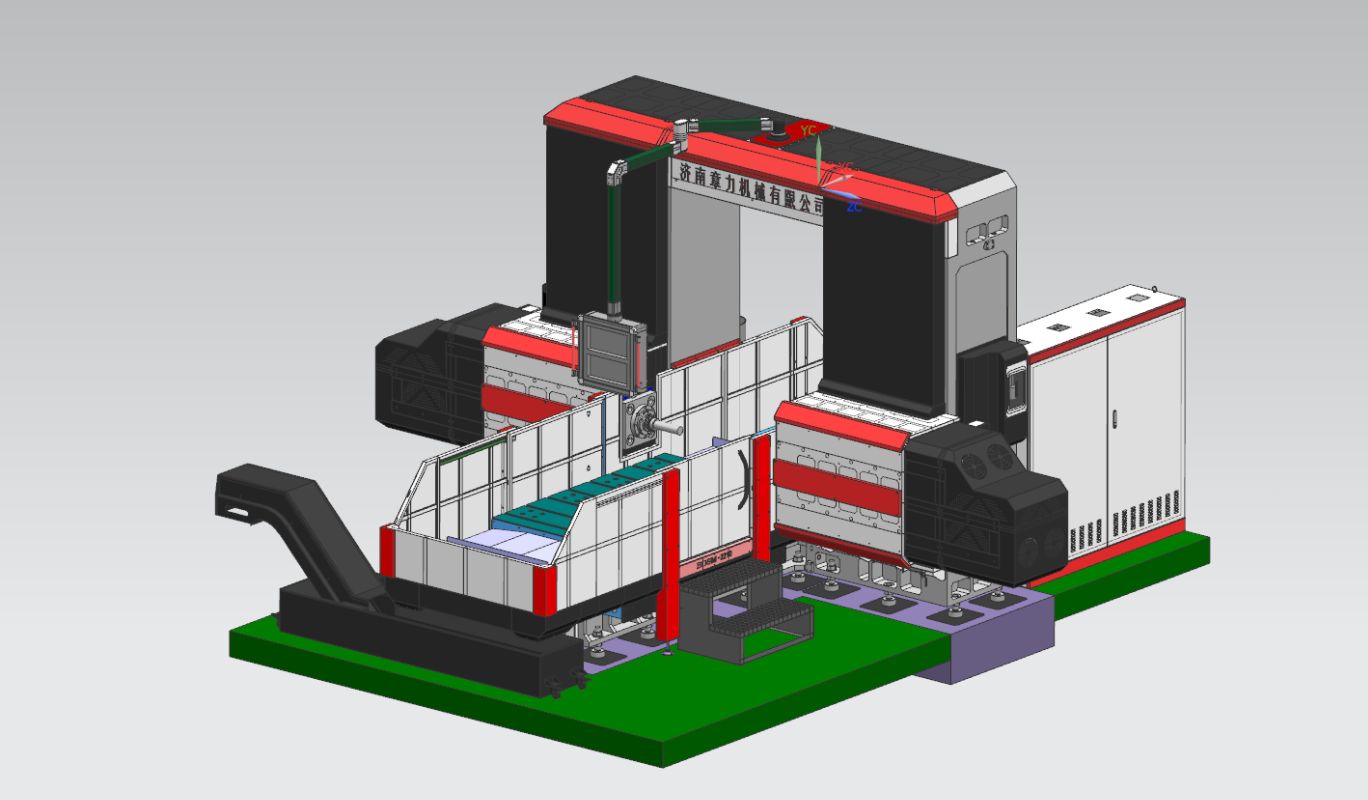
BOSM-5020-5Z CNC darbastalio mobilioji dviejų kolonų gręžimo ir frezavimo staklės yra speciali mašina, skirta inžinerinių mašinų simetriniams ruošiniams gaminti.Įrenginyje yra specialus kilnojamas darbastalis ir du horizontalių cilindrų rinkiniai, kurie gali atlikti ruošinio gręžimą, frezavimą, gręžimą ir kitokį apdorojimą efektyviu eigos diapazonu, ruošinį galima apdoroti vietoje vienu metu (nereikia antrinis suspaudimas), greitas pakrovimo ir iškrovimo greitis, greitas padėties nustatymo greitis, didelis apdorojimo tikslumas ir didelis apdorojimo efektyvumas.
2.Įrangos struktūra:
2.1. Pagrindiniai mašinos komponentai
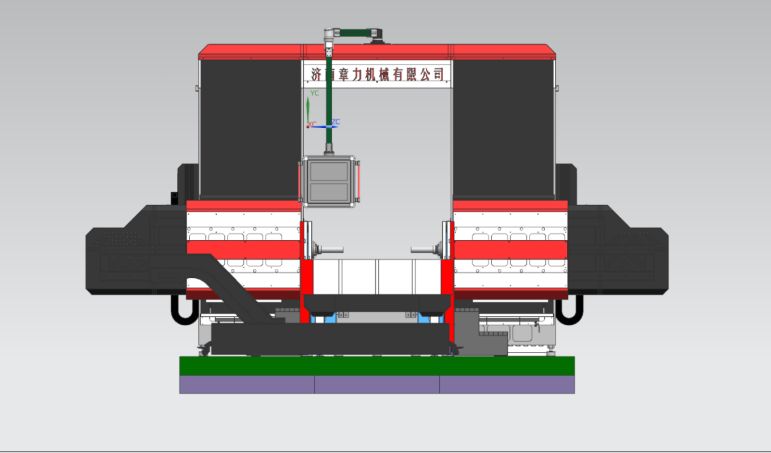
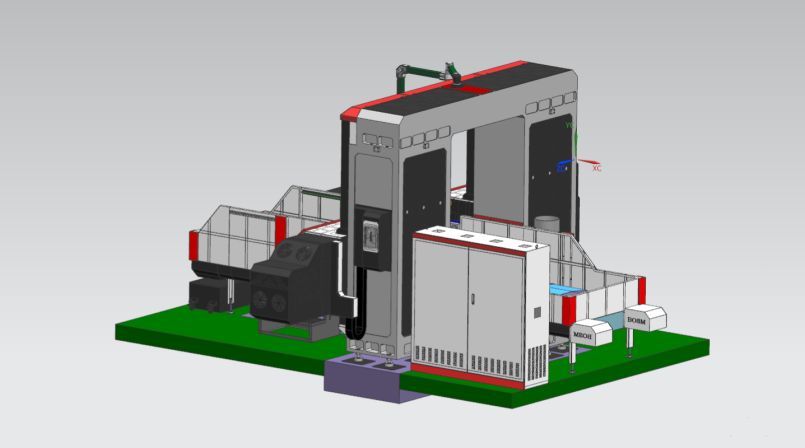
Patalynė, darbastalis, kairioji ir dešinioji kolonos, sijos, portalų jungiamosios sijos, balnai, avinai ir kt. yra pagaminti iš dervos smėlio liejimo, aukštos kokybės pilkojo ketaus 250 liejimo, atkaitinti karšto smėlio duobėje → senėjimas vibracijos metu → atkaitinimas krosnyje → Vibracijos senėjimas → grubus apdirbimas → senėjimas vibraciniu būdu → krosnies atkaitinimas → vibracinis sendinimas → apdaila, visiškai pašalina neigiamą dalių įtampą ir išlaiko stabilų dalių veikimą.Stacionari lova, kairioji ir dešinioji kolonos, portalas ir darbastalis juda;Mašina turi frezavimo, gręžimo, pjovimo, gręžimo, gilinimo, sriegimo ir kitas funkcijas, įrankio aušinimo būdas yra išorinis aušinimas, mašinoje yra 5 padavimo ašys, kurios gali realizuoti 4 ašių jungtį, 5 ašių vieno veikimo, 2 maitinimo galvutės , Mašinos ašinis ir Maitinimo galvutė parodyta toliau esančiame paveikslėlyje.
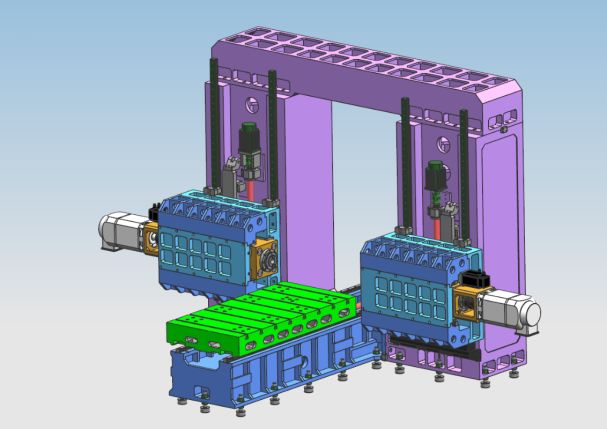
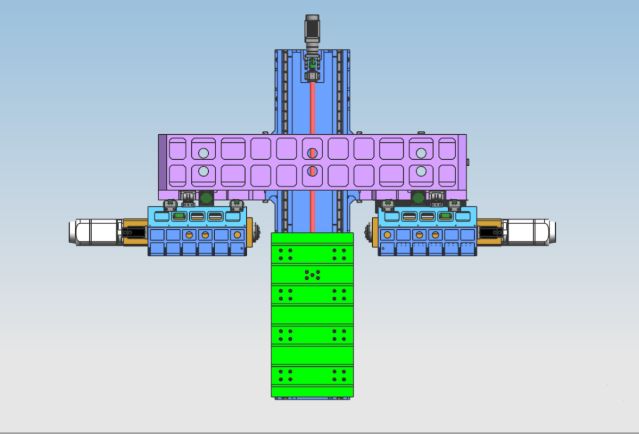
2.2. Pagrindinė ašinės transmisijos padavimo dalies struktūra
2.2.1.X ašis: darbo stalas juda atgal į šoną išilgai fiksuotos lovos kreipiamojo bėgelio.
X ašies transmisija: kintamosios srovės servo variklis ir didelio tikslumo planetinis reduktorius yra naudojami darbo stalui valdyti rutuliniu sraigtu, kad būtų galima atlikti X ašies linijinį judėjimą.
Kreipiamojo bėgio forma: padėkite du didelio stiprumo tikslius linijinius kreipiamuosius bėgius
2.2.2.Y1 ašis: jėgos galvutė ir cilindras yra vertikaliai sumontuoti priekinėje kolonos pusėje ir juda atgal į kairę ir į dešinę išilgai kolonos kreipiamojo bėgio.
Y1 ašies transmisija: kintamosios srovės servo variklis naudojamas rutuliniam varžtui sukti, kad balnelis judėtų ir Y1 ašies linijinis judėjimas.
Kreipiamojo bėgio forma: 4 vnt. 45 tipo linijiniai kreipiamieji bėgiai.
2.2.3.Y2 ašis: antrasis maitinimo galvutės cilindras yra sumontuotas vertikaliai priekinėje kolonos pusėje ir juda atgal į kairę ir į dešinę išilgai kolonos kreipiamojo bėgio.
Y2 ašies transmisija: kintamosios srovės servo variklis naudojamas rutuliniam sraigtui sukti, kad būtų galima sukti balno judėjimą, kad būtų pasiektas tiesinis Y1 ašies judėjimas.
Kreipiamojo bėgio forma: 4 vnt. 45 tipo linijiniai kreipiamieji bėgiai


2.2.4.Z1 ašis: galios galvutės stumdomas balnas yra sumontuotas vertikaliai dešiniojo stulpelio priekinėje pusėje ir juda aukštyn ir žemyn išilgai kolonos kreipiamojo bėgio.
Z1 ašies transmisija: kintamosios srovės servo variklis ir didelio tikslumo planetinis reduktorius naudojami stūmikliui varyti, kad judėtų per rutulinį varžtą, kad būtų atliktas Z1 ašies tiesinis judėjimas.
Kreipiamojo bėgio forma: 2 65 tipo linijiniai kreipiamieji bėgiai
2.2.5.Z2 ašis: galios galvutės slydimo balnelis sumontuotas vertikaliai dešiniojo stulpelio priekinėje pusėje ir juda aukštyn ir žemyn išilgai kolonos kreipiamojo bėgio.
Z1 ašies transmisija: kintamosios srovės servovariklis ir didelio tikslumo planetinis reduktorius naudojamas cilindrui varyti, kad jis judėtų per rutulinį varžtą, kad būtų atliktas Z2 ašies tiesinis judėjimas.
Kreipiamojo bėgio forma: 2 65 tipo linijiniai kreipiamieji bėgiai

Aukštos kokybės HT250 liejimo kolona 2 vienetai 65 tipo sunkiųjų linijinių kreipiamųjų bėgių
Gręžimo ir frezavimo galios galvutė (įskaitant 1 ir 2 galios galvutes) yra sudėtinis kvadratinis cilindras, o judėjimo kryptį valdo 4 linijiniai ritininiai kreipiamieji bėgiai.Pavara naudoja kintamosios srovės servo variklį, kad suktų tikslią rutulinių varžtų porą.Mašinoje yra azoto balansavimo strypas., Sumažinkite mašinos galvutės sraigto ir servovariklio laikomąją galią.Z ašies variklis turi automatinio stabdymo funkciją.Nutrūkus elektros tiekimui, automatinis stabdys tvirtai laikys variklio veleną, kad jis negalėtų suktis.Dirbant, kai grąžtas neliečia ruošinio, jis greitai tieks;kai grąžtas paliečia ruošinį, jis automatiškai persijungia į darbinį padavimą.Kai grąžtas įsiskverbia į ruošinį, jis automatiškai persijungs į greitą atsukimą;kai grąžto galas palieka ruošinį ir pasieks nustatytą padėtį, jis pereis į kitą skylės padėtį, kad būtų atlikta automatinė cirkuliacija.Jis gali realizuoti aklųjų skylių gręžimo, frezavimo, nuožulnumo, drožlių laužymo, automatinio drožlių pašalinimo ir kt. funkcijas, kurios pagerina darbo našumą.


500 mm eigos sudėtinio kvadratinio cilindro galios galvutėje naudojami linijiniai kreiptuvai, o ne tradiciniai įdėklai, kad būtų žymiai pagerintas nukreipimo tikslumas, išlaikant kvadratinio cilindro standumą.
2.3. Skiedrų pašalinimas ir aušinimas
Abiejose pusėse po darbastaliu yra sumontuoti spiraliniai ir plokščios grandinės drožlių konvejeriai, o drožlės gali būti automatiškai transportuojamos į drožlių transporterį pabaigoje per du spiralinių ir grandininių plokščių etapus, kad būtų galima realizuoti civilizuotą gamybą.Skiedrų transporterio aušinimo skysčio bakelyje yra aušinimo siurblys, kuris gali būti naudojamas išoriniam įrankio aušinimui, siekiant užtikrinti įrankio veikimą ir tarnavimo laiką, o aušinimo skystį galima perdirbti.

3.Pilna skaitmeninė skaitmeninio valdymo sistema:
3.1.Naudojant lusto laužymo funkciją, žmogaus ir mašinos sąsajoje galima nustatyti lusto lūžimo laiką ir lusto laužymo ciklą.
3.2.Įrengtas įrankio kėlimo funkcija, įrankio kėlimo atstumą galima nustatyti žmogaus ir mašinos sąsajoje.Pasiekus atstumą įrankis greitai pakeliamas, tada drožlės išmetamos, o tada greitai perkeliamas į gręžimo paviršių ir automatiškai paverčiamas darbui.
3.3.Centralizuotas valdymo valdymo blokas ir rankinis įtaisas naudoja skaitmeninę valdymo sistemą ir turi USB sąsają bei skystųjų kristalų skystųjų kristalų ekraną.Kad būtų lengviau programuoti, saugoti, rodyti ir bendrauti, valdymo sąsaja turi tokias funkcijas kaip žmogaus ir mašinos dialogas, klaidų kompensavimas ir automatinis aliarmas.
3.4.Įranga turi galimybę peržiūrėti ir pakartotinai patikrinti skylės padėtį prieš apdorojimą, o operacija yra labai patogi.
4.Automatinis tepimas
Mašinų tikslios linijinių kreipiamųjų bėgelių poros, tikslių rutulinių sraigtų poros ir kitos didelio tikslumo judesių poros turi automatines tepimo sistemas.Automatinis tepimo siurblys išleidžia slėginę alyvą, o kiekybinė tepalo alyvos kamera patenka į alyvą.Alyvos kamerą užpildžius alyva, sistemos slėgiui pakilus iki 1,4-1,75Mpa, slėgio jungiklis sistemoje užsidaro, siurblys sustoja, o iškrovimo vožtuvas tuo pačiu išsikrauna.Kai alyvos slėgis kelyje nukrenta žemiau 0,2 Mpa, kiekybinis tepalas pradeda pildyti tepimo vietą ir užbaigia vieną alyvos įpylimą.Dėl tikslaus alyvos tiekimo į kiekybinį alyvos purkštuką ir sistemos slėgio aptikimo, alyvos tiekimas yra patikimas, užtikrinantis, kad ant kiekvienos kinematinės poros paviršiaus būtų alyvos plėvelė, sumažinanti trintį ir susidėvėjimą bei užkertanti kelią žalai vidinė struktūra, kurią sukelia perkaitimas., siekiant užtikrinti mašinos tikslumą ir tarnavimo laiką.Palyginti su slankiojančių kreipiamųjų bėgių pora, šioje mašinoje naudojama riedėjimo linijinių kreipiamųjų bėgių pora turi keletą privalumų:
①Judesio jautrumas yra didelis, riedėjimo kreipiamojo bėgio trinties koeficientas yra mažas, tik 0,0025–0,01, o varomoji galia yra labai sumažinta, o tai atitinka tik 1/10 įprastų mašinų.
② Skirtumas tarp dinaminės ir statinės trinties yra labai mažas, o tolesnis našumas yra puikus, ty laiko intervalas tarp važiavimo signalo ir mechaninio veiksmo yra labai trumpas, o tai padeda pagerinti atsako greitį ir jautrumą. skaitmeninio valdymo sistema.
③ Jis tinka greitam linijiniam judėjimui, o jo momentinis greitis yra maždaug 10 kartų didesnis nei stumdomų kreipiamųjų bėgių.
④ Jis gali realizuoti betarpišką judėjimą ir pagerinti mechaninės sistemos judėjimo standumą.
⑤ Pagaminta profesionalių gamintojų, ji pasižymi dideliu tikslumu, gera universalumu ir lengva priežiūra.
5.Trijų ašių lazerinis patikrinimas:
Kiekviena Bosman mašina kalibruojama lazeriniu RENISHAW kompanijos Jungtinėje Karalystėje interferometru, siekiant tiksliai patikrinti ir kompensuoti žingsnio paklaidą, atstumą, padėties nustatymo tikslumą, pakartotinio padėties nustatymo tikslumą ir kt., kad būtų užtikrintas dinaminis, statinis stabilumas ir apdorojimo tikslumas. mašina.Rutulinio strypo patikrinimas Kiekviena mašina naudoja britų RENISHAW kompanijos rutulinį strypą, kad sukalibruotų tikrąjį apskritimo tikslumą ir mašinos geometrinį tikslumą bei tuo pačiu metu būtų atlikti apskrito pjovimo eksperimentai, siekiant užtikrinti 3D apdirbimo tikslumą ir mašinos apskritimo tikslumą.


6.Mašinos naudojimo aplinka:
6.1.Įrangos naudojimo aplinkos reikalavimai
Pastovios aplinkos temperatūros palaikymas yra esminis tikslaus apdirbimo veiksnys.
(1) Galimi aplinkos temperatūros reikalavimai yra nuo -10°C iki 35°C, kai aplinkos temperatūra yra 20°C, drėgmė turi būti nuo 40% iki 75%.
(2) Siekiant išlaikyti statinį įrenginio tikslumą nurodytame diapazone, optimali aplinkos temperatūra turi būti nuo 15 °C iki 25 °C, o temperatūros skirtumas neturi viršyti ±2 °C/24 val.
6.2.Maitinimo įtampa: 3 fazės, 380V, įtampos svyravimo ±10% ribose, maitinimo dažnis: 50HZ.
6.3.Jei įtampa naudojimo vietoje yra nestabili, Įrenginyje turi būti stabilizuotas maitinimo šaltinis, kad būtų užtikrintas normalus Įrenginio veikimas.
6.4.Įrenginys turi turėti patikimą įžeminimą: įžeminimo laidas yra varinis, laido skersmuo neturi būti mažesnis nei 10 mm², o įžeminimo varža turi būti mažesnė nei 4 omai.
6.5.Kad būtų užtikrintas normalus įrangos veikimas, jei oro šaltinio suslėgtas oras negali atitikti oro šaltinio reikalavimų, prieš oro įsiurbimą reikia pridėti oro šaltinio valymo įrenginių komplektą (drėgmės šalinimas, riebalų šalinimas, filtravimas). Mašinos.
6.6.Saugokite įrangą nuo tiesioginių saulės spindulių, vibracijos ir šilumos šaltinių, aukšto dažnio generatorių, elektrinių suvirinimo aparatų ir kt., kad išvengtumėte mašinos gamybos gedimo arba mašinos tikslumo praradimo.
7.Techniniai parametrai:
| Modelis | 5020-5Z | |
| Maksimalus apdirbamo ruošinio dydis | Ilgis × plotis × aukštis (mm) | 5000×2000×2500 |
| Didžiausias portalo pašaras | Plotis (mm) | 2300 |
| darbo stalo dydis | Ilgis X Plotis (mm) | 5000*2000 |
| Kelionės ant stalo | Darbastalis juda pirmyn ir atgal (mm) | 5000 |
| Dvigubas cilindro keltuvas aukštyn ir žemyn | Šunelio eiga aukštyn ir žemyn (mm) | 2500 |
| Horizontali cilindro tipo gręžimo galvutė, viena dvi | Kiekis (2) | 2 |
| Horizontali cilindro tipo gręžimo galvutė, viena dvi | Veleno kūgis | BT50 |
| Suklio greitis (r/min) | 30-5000 | |
| Servo veleno variklio galia (kw) | 37*2 | |
| Atstumas tarp dviejų verpsčių nosies galų centrų (mm) | 1500-2500 mm | |
| Kairė ir dešinė vieno cilindro eiga (mm) | 500 | |
| Kairė ir dešinė dvigubo cilindro eiga (mm) | 1000 | |
| Dviejų krypčių padėties nustatymo tikslumas | 300 mm * 300 mm | ±0,025 |
| Dviejų krypčių kartojimo padėties nustatymo tikslumas | 300 mm * 300 mm | ±0,02 |
| Bendras svoris (t) | (apie) 55 | Bendras svoris (t) |






