






Sunkiosios CNC gręžimo frezavimo staklės

CNC gręžimo ir frezavimo staklės
Didelės spartos CNC gręžimo ir frezavimo staklės
Mašinos taikymas
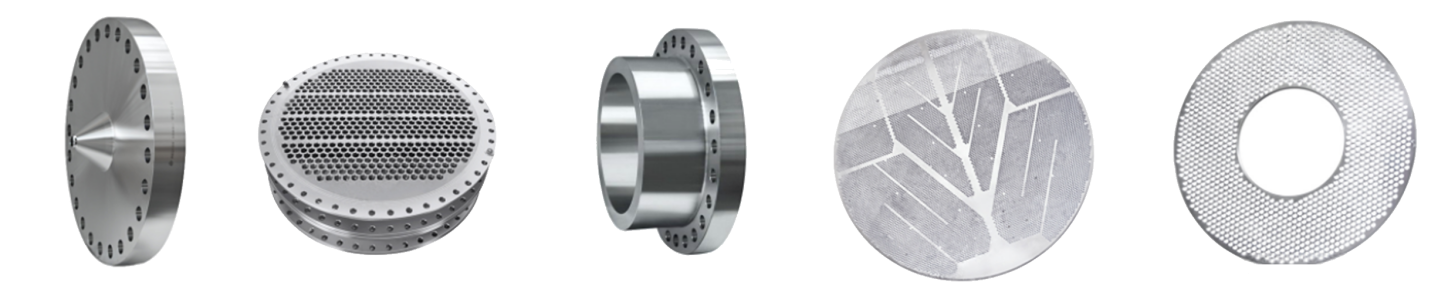
CNC gręžimo ir frezavimo staklės daugiausia naudojamos efektyviam ruošinių, kurių storis neviršija efektyvaus diapazono, tokių kaip plokštės, flanšai, diskai ir žiedai, gręžimui. Įvairių rūšių medžiagoms gali būti gręžiamos kiaurymės ir aklinos skylės. Įrenginys valdomas skaitmeniniu būdu, todėl jį lengva valdyti. Jis gali pasiekti automatizavimą, didelį tikslumą, daugybę veislių, masinę gamybą.
Siekdama patenkinti skirtingų vartotojų apdorojimo poreikius, mūsų įmonė sukūrė įvairias mašinas. Be įprastų modelių, jis taip pat gali būti pritaikytas pagal faktinius klientų poreikius.
Mašinos struktūra
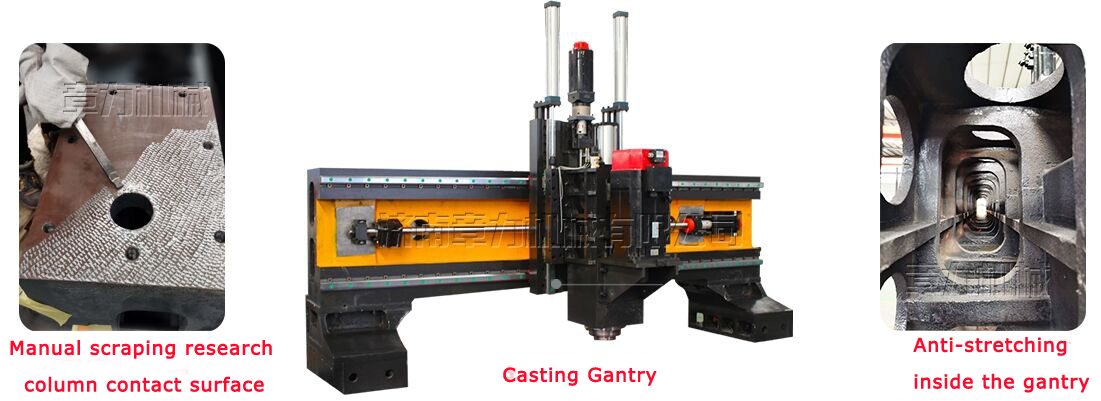
Šią įrangą daugiausia sudaro lovos stalas, judantis portalas, judantis stumdomas balnas, gręžimo ir frezavimo velenas, automatinis tepimo įtaisas ir apsauginis įtaisas, cirkuliacinis aušinimo įtaisas, CNC valdymo sistema, elektros sistema ir pan. Riedėjimo linijos kreiptuvo ir tikslios švino sraigtinės pavaros atrama ir nukreipimas, mašina pasižymi dideliu padėties nustatymo tikslumu ir pakartotiniu padėties nustatymo tikslumu.
1)Darbo stalas:
Darbinis stalas turi liejimo struktūrą, o plokštumoje yra T formos griovelis su pagrįstu apdailos išdėstymu ruošiniams prispausti. Virš lovos išdėstytos T formos išpjovos. Pavaros sistemoje naudojamas kintamosios srovės servo variklis ir tikslus rutulinis sraigtas, kuris suka iš abiejų pusių, kad portalas judėtų Y ašies kryptimi. Lovos apačioje yra paskirstyti reguliuojami varžtai, kuriais galima lengvai reguliuoti lovos stalo lygį.
2)Movingportalas:
Mobilus portalas yra išlietas iš pilkojo ketaus 250, o priekinėje portalo pusėje sumontuotos dvi itin didelės talpos riedėjimo linijinių kreiptuvų poros. Dėl tikslių rutulinių varžtų poros ir servovariklio maitinimo galvutė slysta X ašies kryptimi. Ant elektrinės galvutės slankiklio sumontuota gręžimo galvutė. Portalo judėjimą realizuoja servo variklis, varantis rutulinį sraigtą per tikslią jungtį.

3)Movingstumdomas balnas:
Mobilus stumdomas balnas yra tikslus ketaus konstrukcijos komponentas. Dvi itin didelės talpos NC bėgių slydimo ir tikslių rutulinių sraigtų porų rinkinys bei didelio tikslumo planetinis reduktorius yra prijungti prie servo variklio, kad būtų galima varyti gręžimo galios galvutę. Judant Z ašies kryptimi galima greitai judėti pirmyn, judėti pirmyn, greitai atsukti atgal ir sustabdyti maitinimo galvutę. Su automatinio drožlių laužymo, drožlių pašalinimo, pauzės funkcijomis.
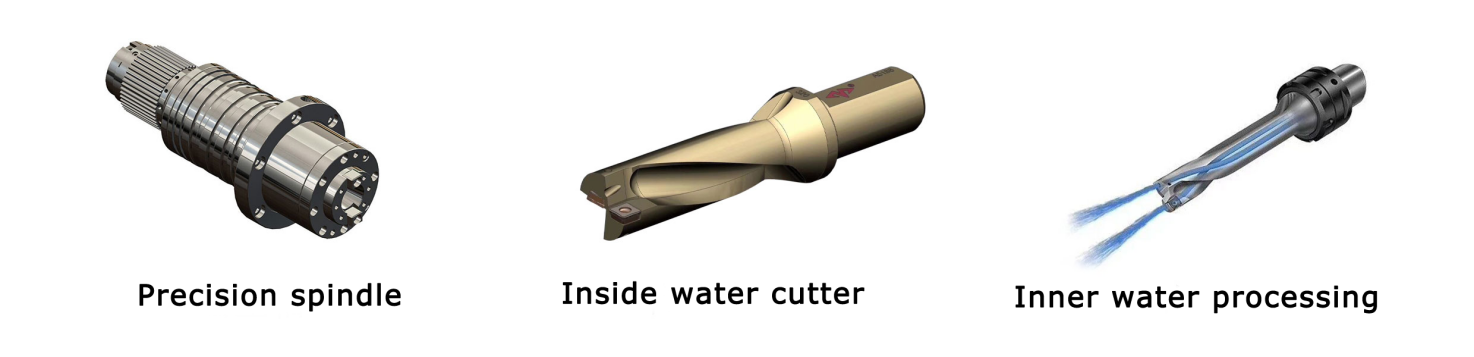
4)Gręžimo jėgos galvutė(Verpstė):
Gręžimo galios galvutėje naudojamas specialus servo veleno variklis, kuris varo tam skirtą tikslumo veleną, sulėtindamas dantytą sinchroninį diržą, kad padidintų sukimo momentą. Suklis naudoja priekinius trijų, dviejų ir penkių eilių japoniškus kampinius kontaktinius guolius, kad būtų pasiektas bepakopis greičio keitimas. Greitas ir lengvas pakeitimas, tiekimas varomas servo varikliu ir rutuliniu varžtu. X ir Y ašys gali būti susietos, o pusiau uždaro ciklo valdymas naudojamas tiesinėms ir apskritoms interpoliavimo funkcijoms pasiekti.
Suklio galas yra BT40 kūginė skylė, aprūpinta Rotorfoss didelės spartos sukamąja jungtimi iš Italijos, kuri gali naudoti greitaeigį U grąžtą (prievartinį grąžtą) ir šerdies grąžtą vandeniui išleisti. Suklio centro vandens išleidimo funkcija gali pagerinti pjovimo efektyvumą, Apdorokite gilias skyles ir apsaugokite įrankį, kad sumažintumėte naudojimo išlaidas.
5) Automatinis tepimo įtaisas ir apsaugos įtaisas:
pvz., kreipiamieji bėgiai, švino varžtai, stelažai ir kt., be negyvų kampų, kad būtų užtikrintas staklių tarnavimo laikas. Staklių X ir Y ašys turi dulkėms atsparius apsauginius gaubtus, o aplink darbastalį sumontuoti vandeniui atsparūs apsaugos nuo purslų.

6)CNC valdymo sistema:
6.1 Naudojant lustų laužymo funkciją, žmogaus ir mašinos sąsajoje galima nustatyti lusto lūžimo laiką ir lusto laužymo ciklą.
6.2 Naudojant įrankio kėlimo funkciją, žmogaus ir mašinos sąsajoje galima nustatyti įrankio kėlimo aukštį. Gręžiant iki tokio aukščio, grąžtas greitai pakeliamas į ruošinio viršų, o tada drožlė išmetama, o po to greitai perkeliama į gręžimo paviršių ir automatiškai paverčiama darbu.
6.3 Centralizuotame valdymo bloke ir rankiniame įrenginyje yra skaitmeninio valdymo sistema, yra USB sąsaja ir LCD skystųjų kristalų ekranas. Kad būtų lengviau programuoti, saugoti, rodyti ir bendrauti, valdymo sąsaja turi tokias funkcijas kaip žmogaus ir mašinos dialogas, klaidų kompensavimas ir automatinis aliarmas.
6.4 Mašina turi galimybę peržiūrėti ir dar kartą patikrinti skylės padėtį prieš apdorojimą, o operacija yra labai patogi.

7)Bėgio spaustukas
Spaustuvas susideda iš spaustuko korpuso ir pavaros. Tai didelio našumo funkcinis komponentas, naudojamas su riedėjimo linijine kreipiančiųjų pora. Jis sukuria stiprią suspaudimo jėgą, naudodamas pleišto formos bloko išsiplėtimo principą. Savybės, didinančios standumą.
Savybės:
- Saugus ir patikimas, stipri suspaudimo jėga, suspaudžianti nejudančią XY ašį gręžimo ir sriegimo metu.
- Itin didelė suspaudimo jėga, padidina ašinio padavimo standumą ir apsaugo nuo vibracijos sukeliamo mikrojudėjimo.
- Greitas atsakas, atsako atidarymo ir uždarymo laikas yra tik 0,06 sekundės, o tai apsaugo stakles ir pailgina varžto tarnavimo laiką.
- Patvarus, nikeliuotas paviršius, geras antikorozinis veikimas.
Naujas dizainas, kad būtų išvengta tvirto smūgio suspaudimo metu.
8)Automatinis drožlių šalinimas ir cirkuliacinis aušinimo įrenginys:
Darbo stalo gale įrengtas automatinis drožlių šalinimo įrenginys, o gale – filtras. Automatinis drožlių šalinimo įrenginys yra plokščios grandinės tipo, o vienoje pusėje sumontuotas aušinimo siurblys. Mikroschemos išėjimas yra prijungtas prie centrinės vandens filtravimo sistemos. Aušinimo skystis teka į drožlių išmetiklį. Skiedrų išmetimo siurblys varo aušinimo skystį į centrinę vandens filtravimo sistemą. Aukšto slėgio aušinimo siurblys cirkuliuoja filtruotą aušinimo skystį pjovimui ir vėsinimui. O jame sumontuotas drožlių transportavimo vežimėlis, kuriuo labai patogu transportuoti geležies drožles. Šioje įrangoje yra vidinė ir išorinė pjaustytuvų aušinimo sistema. Gręžiant dideliu greičiu, frezos vėsinamos vidiniu vandeniu ir išoriškai lengvo frezavimo metu.
Žemo vandens signalas
1) Kai aušinimo skystis filtre yra vidutiniame skysčio lygyje, sistema automatiškai prijungia variklį, kad būtų paleistas, o drožlių šalinimo priemonėje esantis aušinimo skystis automatiškai patenka į filtrą. Pasiekus aukštą skysčio lygį variklis automatiškai nustoja veikti.
2) Kai aušinimo skysčio lygis filtre yra žemas, sistema automatiškai paragins skysčio lygio matuoklį įspėti, velenas automatiškai įtrauks įrankį ir mašina sustabdys darbą.
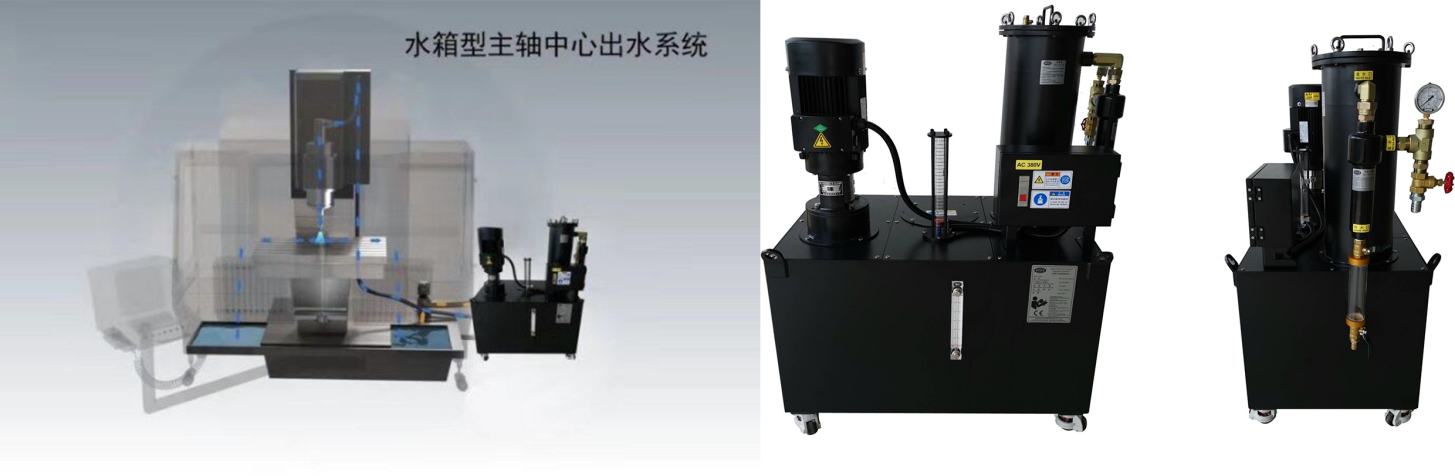
9)Centrinė išėjimo filtravimo sistema:
Įrenginyje standartiškai sumontuota centrinė vandens filtravimo sistema, kuri gali efektyviai filtruoti aušinimo skysčio nešvarumus. Vidinė purškimo vandens sistema gali neleisti geležiniams kaiščiams susipainioti ant įrankio apdorojimo metu, sumažinti įrankio nusidėvėjimą, pailginti įrankio tarnavimo laiką, pagerinti ruošinio paviršiaus apdailą, ašmenų antgalio aukšto slėgio vandens išleidimo kaištis gali gerai apsaugoti ruošinio paviršių, apsaugoti greitaeigį sukamąjį jungtį, neleisti nešvarumams užblokuoti sukamąją jungtį ir pagerinti bendrą ruošinio kokybę bei darbo efektyvumą.
10)Rutulinis varžtas ir integruota variklio sėdynė:
Variklio bazė yra didelio koncentriškumo gaminys, jungiantis rutulinį varžtą ir variklį. Suporuotas kampinis kontaktinis guolis (C5 tikslumo laipsnis) yra integruotas, kad pagerintų tikslumą ir užtikrintų nulinį rutulinio varžto ašinį tarpą, kai variklis važiuoja į priekį ir atgal. Tai ypač tinka didelės spartos įrangai.
Surinkimo tikslumas: rutulinis varžtas ir variklis sumontuoti į vieną per variklio pagrindą. Sumažinkite variklio veleno ir rutulinio sraigto veleno koncentriškumo paklaidą, valdykite ją plius arba minus 0,01 mm, o galinio paviršiaus statmena yra 0,01.
11)Keturių nagų savaiminio centravimo stalas(neprivaloma)
Savaiminio centravimo įrangos darbo stalas aprūpintas keturių žandikaulių hidrauliniu savaiminio centravimo griebtuvu. Ruošinys gali būti automatiškai centralizuotas viename gnybte, kiekvienam ruošiniui patruliuojant, kad surastų centrą. Tvirtinimas greitas ir patogus.
Išspręskite problemą, kad ruošinys, kurio indeksavimo apskritimas yra mažesnis nei 1600 mm skersmens, po padavimo prispaudžiamas plokšte ir ieškant centro, o tai užima mažiau laiko ir užtrunka ilgiau nei apdorojimo laikas.
Savaime centruojantis keturių žandikaulių griebtuvas, savarankiškai sukurtas su dideliu žandikaulio judesiu, neleidžia ruošiniui prisiliesti prie žandikaulio suspaudimo metu. Naudojama juostos konstrukcija su trinkelėmis. Tai išsprendžia situaciją, kai rinkoje esantys hidrauliniai arba pneumatiniai žandikauliai mažai juda, o dideli ruošiniai keldami atsitrenks į žandikaulius ir sugadins griebtuvus.
Keturios darbo stalo žandikauliai yra išardomi, o galinio darbastalio nuėmimas yra įprasta platforma su savo T formos grioveliu. Tai padidina kitų ruošinių, be žiedo, pritaikymo diapazoną.
Specifikacijan
| Modelis | BOSM-DT1010 | BOSM-DT2010 | BOSM-DT2016 | BOSM-DT2525 | |
| Darbinis dydis | Ilgis * Plotis (mm) | 1000x1000 | 2000x1000 | 2000x1600 | 2500x2500 |
| Vertikali gręžimo galvutė | Veleno kūgis | BT40 / BT50 | BT40 / BT50 | BT40 / BT50 | BT40 / BT50 |
| Gręžimo skersmuo (mm) | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | |
| Sriegio skersmuo (mm) | M24 / M36 | M24 / M36 | M24 / M36 | M24 / M36 | |
| Suklio greitis (r/min) | 30-3000 | 30-3000 | 30-3000 | 30-3000 | |
| Veleno galia (kw) | 15/22 | 15/22 | 15/22 | 15/22 | |
| Atstumas nuo apatinio veleno galo iki darbinio paviršiaus (mm) | 200–600 / 400–800 | 200–600 / 400–800 | 200–600 / 400–800 | 200–600 / 400–800 | |
| Pakartotinis padėties nustatymo tikslumas (X/Y/Z) | X/Y/Z | ±0,01/1000 mm | ±0,01/1000 mm | ±0,01/1000 mm | ±0,01/1000 mm |
| Bendras svoris (T) | 8.5 | 11 | 13.5 | 16.5 | |
| Žurnalo įrankis | Linijinių įrankių žurnalas | ||||
Kokybės patikra
Kiekviena Bosman mašina kalibruojama lazeriniu interferometru iš Jungtinės Karalystės RENISHAW įmonės, kuris tiksliai apžiūri ir kompensuoja žingsnio paklaidas, atstumą, padėties nustatymo tikslumą ir kartotinį padėties nustatymo tikslumą, kad būtų užtikrintas mašinos dinaminis, statinis stabilumas ir apdorojimo tikslumas. . Rutulinio strypo bandymas Kiekvienoje mašinoje naudojamas Didžiosios Britanijos RENISHAW kompanijos rutulinio strypo testeris, skirtas ištaisyti tikrąjį apskritimo tikslumą ir mašinos geometrinį tikslumą, ir tuo pačiu metu atlikti apskrito pjovimo eksperimentus, kad būtų užtikrintas mašinos 3D apdirbimo tikslumas ir apskritimo tikslumas.

Prieš ir po aptarnavimo
1) Prieš aptarnavimą
Išnagrinėdama klientų užklausas ir reikiamą informaciją, o tada atsiliepimus mūsų inžinieriams, „Bossman“ techninė komanda yra atsakinga už techninį bendravimą su klientais ir sprendimų formulavimą, padeda klientui pasirinkti tinkamą apdirbimo sprendimą ir tinkamas mašinas.
2) Po aptarnavimo
A. Mašinai su vienerių metų garantija ir sumokėta už visą gyvenimą trunkančią priežiūrą.
B. Per vienerių metų garantijos laikotarpį po to, kai mašina atvyko į paskirties uostą, BOSSMAN teiks nemokamas ir savalaikes techninės priežiūros paslaugas įvairiems ne žmogaus sukeltiems mašinos gedimams ir laiku pakeis visas ne žmogaus sukeltas dalis. nemokamai. Gedimai, atsiradę pasibaigus garantiniam laikotarpiui, turi būti taisomi už atitinkamus mokesčius.
C.Techninis aptarnavimas per 24 valandas internetu, TM, Skype, El. paštas, laiku sprendžiant susijusius klausimus. Jei nepavyks išspręsti, BOSSMAN nedelsdamas pasirūpins, kad garantinis inžinierius atvyktų į vietą remontui, pirkėjas turi sumokėti už VISA, skrydžių bilietus ir apgyvendinimą.
Įmonės svetainė






